アルミ鋳造鍛造法(CWF法)
ファインフォーミングの独自技術アルミ鋳造鍛造法
(CWF法)について
鋳造鍛造法とは、鋳造で素材を製作し、鍛造で完成形状に仕上げる製法です。 鋳造加工の後に鍛造加工をすることで、複雑な形状でも強度のあるアルミ合金部品の製造が可能です。
低塑性成形圧1回で完成形状にできるため、製造コストを大幅に抑えることができます。製品の特性に合った材料のご提案から設計、金型製作、試作開発、量産まで一貫対応し、多様なご要望にお応えいたします。
高精度化、省エネ化に寄与させてただくため、鋳造(Cast)と鍛造(Forge)を単に組み合わせるのではなく、お客様と共に知恵(Wisdom)を出し合い、求められるご要望にお応えするアルミ鋳造鍛造法(CWF)として取り組んでまいります。また、鋳造溶解工程では独自のハイブリッド炉を開発し、省エネルギーによりSDGsに貢献しています。
アルミ鋳造鍛造法(CWF法)のメリット
鋳造品と比較して
- 薄肉化の実現
- 軽量化可能
- 鋳造欠陥の防止と改善が容易にできる
- 機能性アルミ合金(難鋳造材料)を用いることができ、鋳造品質を維持して塑性効果を充分に発揮できる
展伸材鍛造と比較して
- 高い材料歩留まり率
- 複雑形状の成形が容易
- 工程数の削減が可能
- 連結した素材により多数個取りができる
- 小ロットに対応できる
- 鍛造プレスのサイズダウンが可能
- 鍛造欠陥の防止が容易
- 鍛造荷重が小さく型寿命を長くする
- ノードラフト、中空、閉塞鍛造も容易
- 入手困難な特殊材の利用が可能に
鋳造とは
鋳造とは、金属を高温で溶かして液体にし、型に流し込み目的の形状に固める加工法です。
鍛造とは
鍛造とは、固体金属に圧力を加えることで強度を高め、成形する加工法です。金属は叩くことで強くなる性質から、この叩く作業を「鍛(きた)える」といい、鍛えて造るというところから鍛造といわれています。
弊社では、金属を高温に温めた後、金型で加圧する熱間鍛造法で成形を行なっています。
熱間鍛造とCWF法の比較
熱間鍛造の工程
1
切断
2
据え込み
3
つぶし
4
粗鍛造
5
仕上鍛造
6
トリム
7
熱処理
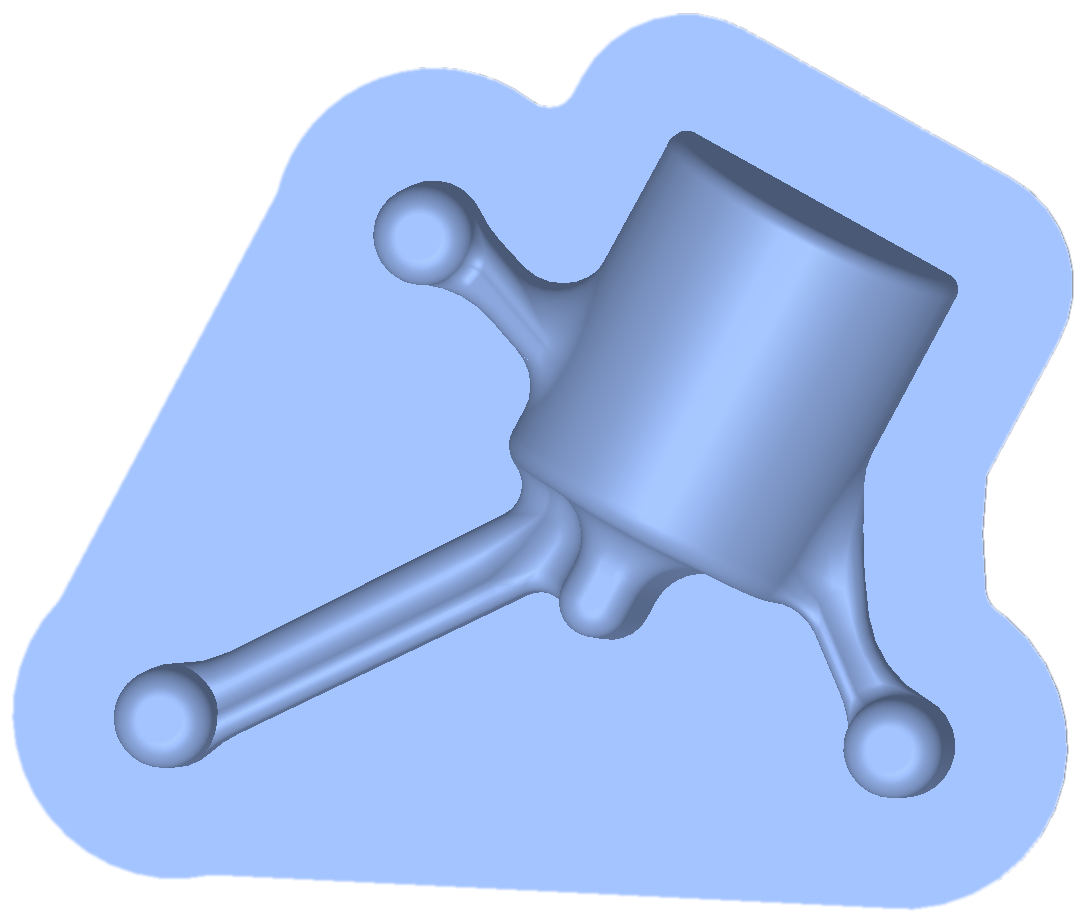
アルミ鋳造鍛造法(CWF法)の工程
1
重力鋳造
■投入材料が約30%減
※弊社実績の平均的な事例であり、条件によっては異なります。
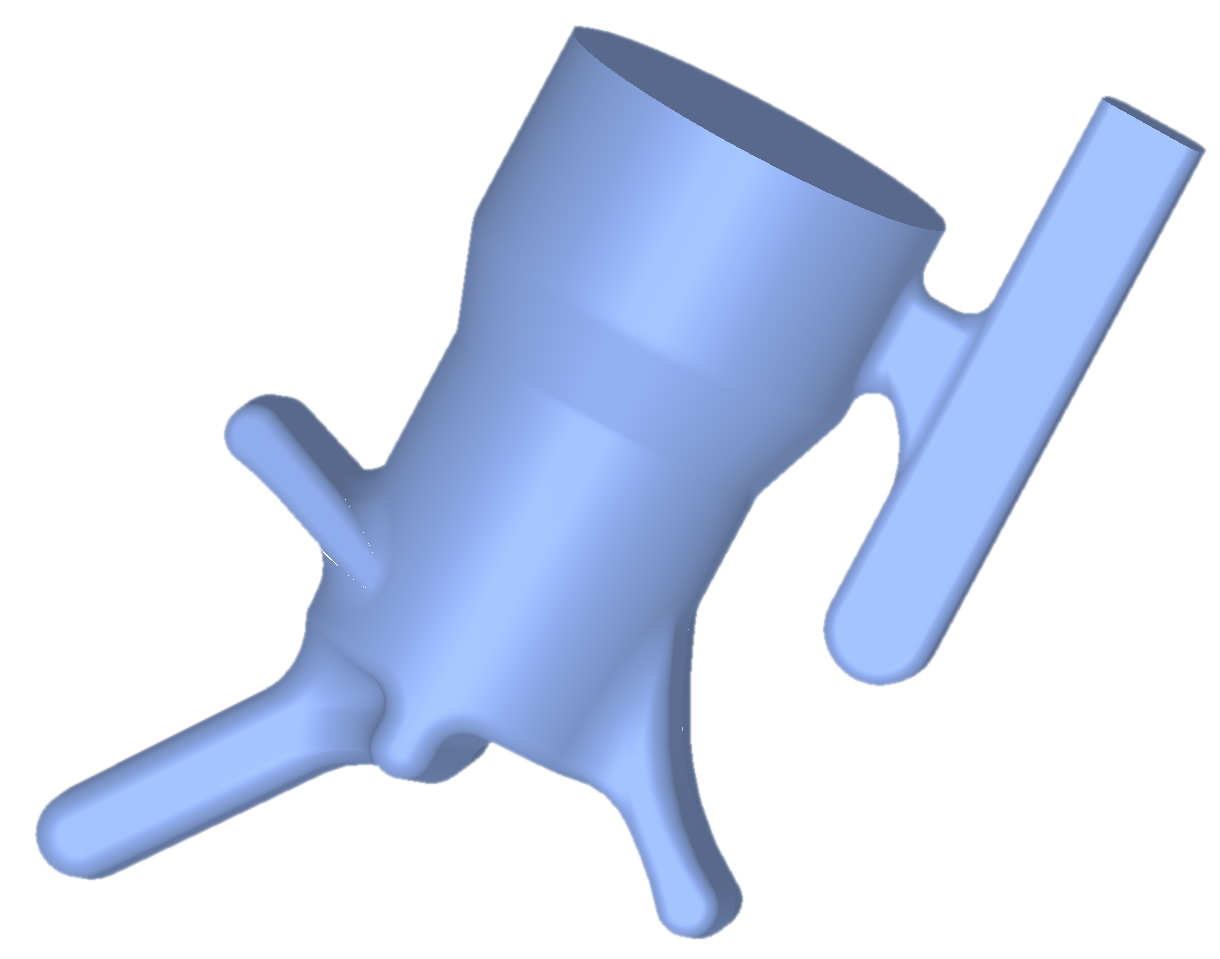
■鋳造しやすいニアネットシェイプの鋳物設計がポイント
2
湯口切断
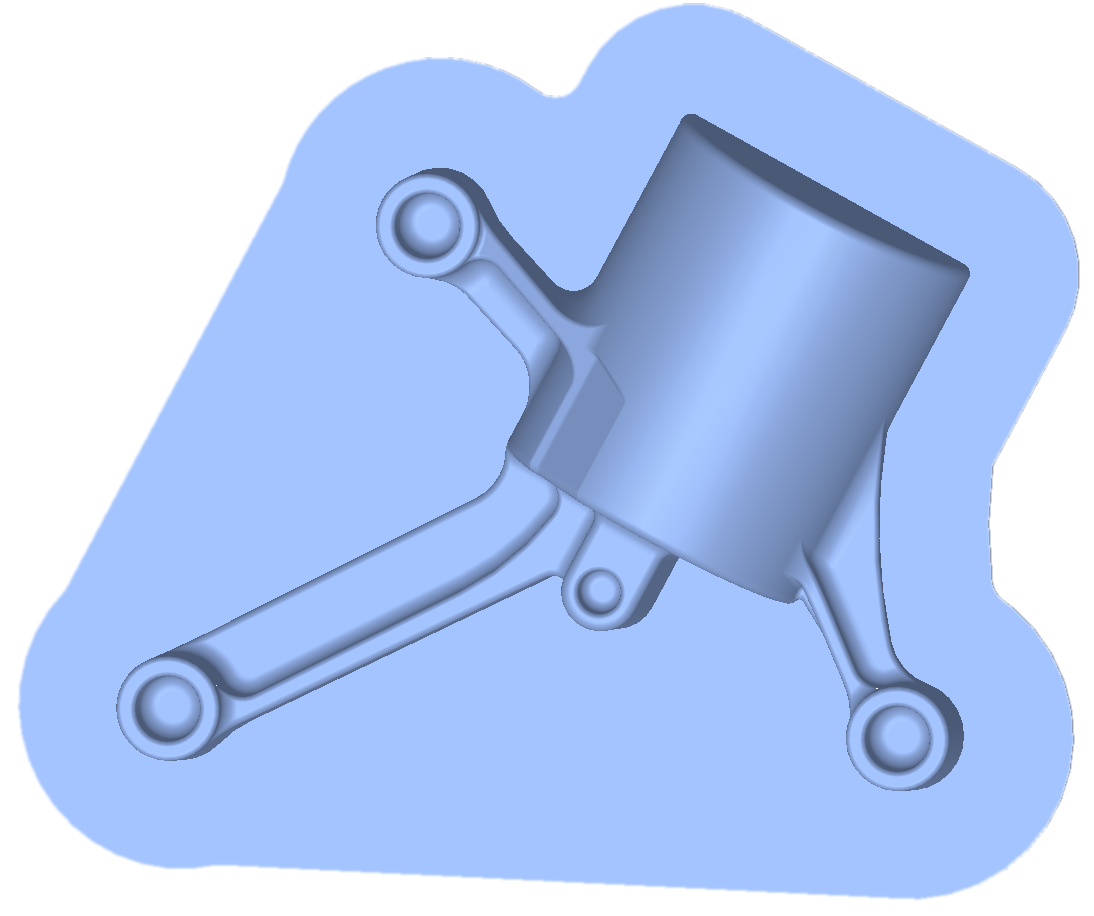
3
鍛造
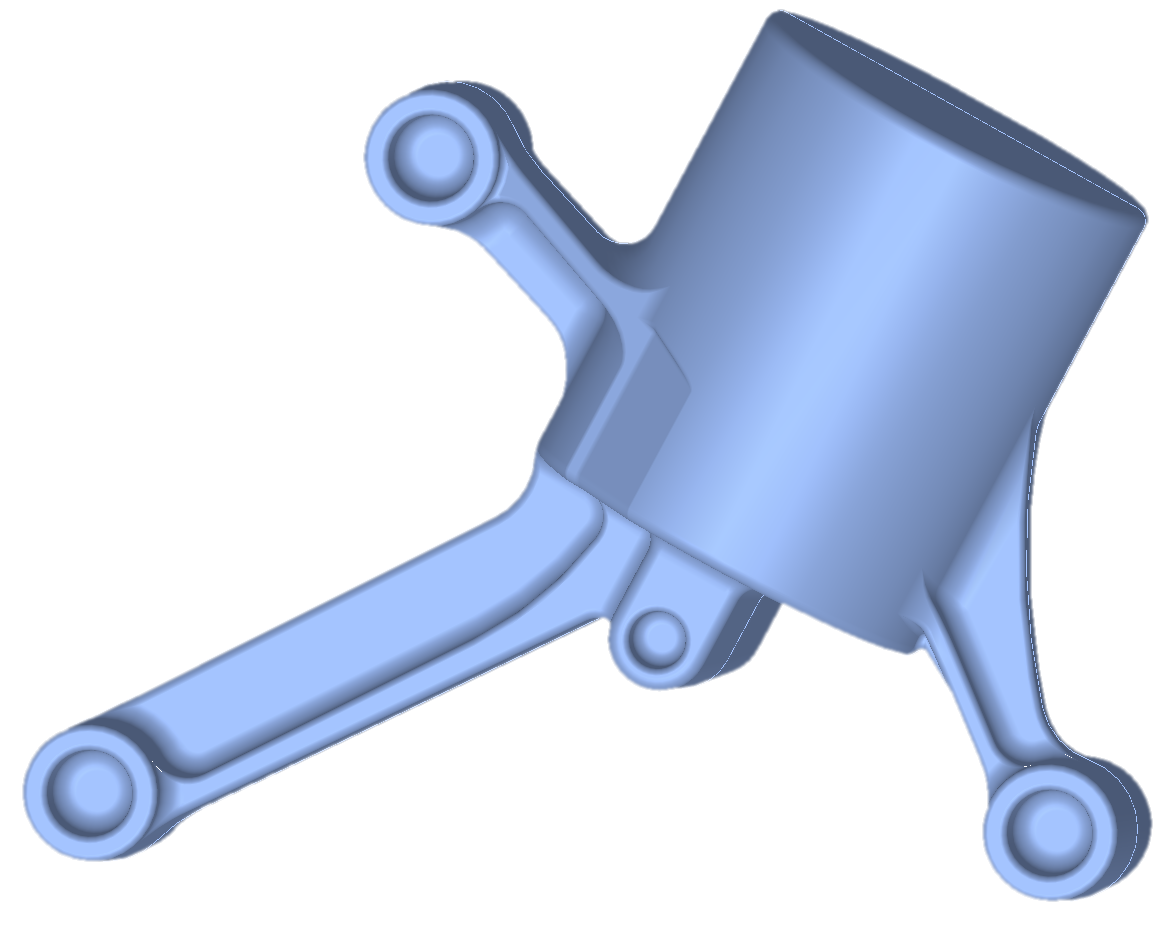
4
トリム
5
熱処理

工程数が少ない
コストカット


使用材料の特徴と実績
使用材料の特徴と実績
鋳造用合金だけでなく、高強度、耐磨耗、溶接性など10種類を超える機能性アルミ合金での実績がございます。特殊材料の小ロット品もお問合せ下さい。

主な使用材料の特徴
| 合金 | 特徴 | 製品例 |
|---|---|---|
| AC1B-T4 (A2017-T4相当) | 強度及び伸びに優れており、鋳造性・鍛造性にバランスがとれている合金 | 二輪部品 産業用機械部品 四輪部品 等 |
| DK2-T6 (A2014-T6相当) | 強度及び耐力に優れており、鋳造性・鍛造性にバランスがとれている | 四輪部品 等 |
| NU-1-T6 (A7000系相当) | AC1B の靭性を損なわず耐応力腐食性の良好な高応力合金 | 産業用機械部品 四輪部品 等 |
| NS30-T6 (A6061-T6相当) | A6061材をベースに鋳造鍛造に適するように改良を行った開発合金。低 Cu の為、耐食性に 優れている | 二輪部品 四輪部品 等 |
| AC4CH-T6 | 中強度で耐食性に優れた鋳造用合金 | 四輪部品 等 |

四輪部品

二輪部品

二輪部品

織機部品
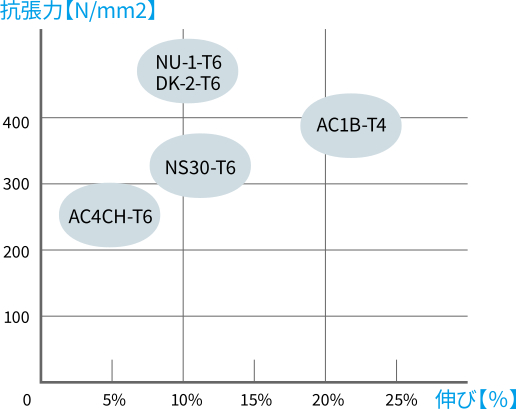
使用材料の機械的強度
| 合金 | 抗張力 [N/mm2] | 耐力 [N/mm2] | 伸び [%] | 硬度 [HRB] |
|---|---|---|---|---|
| AC-1B | 372 | 235 | 20 | 65 |
| DK-2 | 440 | 390 | 9 | 80 |
| NU-1 | 450 | 400 | 7 | 82 |
| NS-30 | 328 | 260 | 12 | 63 |
| AC4CH | 261 | 212 | 6 | 52 |
抗張力と伸びの比較